Unsere Werke
Unsere Werke

 Produktion
Produktion

 Innovation
Innovation

 Smart Factory
Smart Factory

 Zertifizierung
Zertifizierung

 Nachhaltigkeit
Nachhaltigkeit

 Messen & Events
Messen & Events
FORMODAL BM-5083
EN AW-5083
Walzplatte - plan gefräst und beidseitig foliert
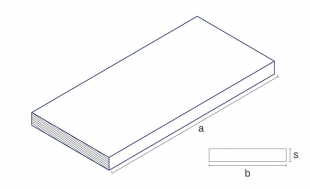
- Form Walzplatte - plan gefräst und beidseitig foliert
- Material Aluminium
- Werkstoff EN AW-5083
- Werkstoff chemisch EN 573-3 AlMg4,5Mn0,7
- DIN 3.3547