











 Unsere Werke
Unsere Werke

 Produktion
Produktion

 Innovation
Innovation

 Smart Factory
Smart Factory

 Zertifizierung
Zertifizierung

 Nachhaltigkeit
Nachhaltigkeit

 Messen & Events
Messen & Events
EN AW-1050A
Walzplatte
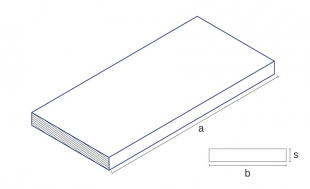
- Form Walzplatte
- Material Aluminium
- Werkstoff EN AW-1050A
- Werkstoff chemisch EN 573-3 Al99.5
- DIN 3.0255
Unternehmen der BIKAR Metals
Tiefzieh-, Drück- und Blechformteile
Teile mit dekorativer Oberfläche
Automobilteile
Verkleidungen im Maschinen- und Anlagenbau
Lebensmittelindustrie
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
| kaltverfestigt | 3 |
| Formstabilität | 1 |
| Erodieren | 1 |
| weichgeglüht | 4 |
| Eloxieren – dekorativ | 2 |
| Eloxieren – Schutzanodisieren | 1 |
| spezielle Eloxalqualität EQ | 1 |
| Cu (bis) | 0,05 |
| Fe (bis) | 0,4 |
| Mg (bis) | 0,05 |
| Mn (bis) | 0,05 |
| Andere | 0,03 |
| Rest | Aluminium |
| Si (bis) | 0,25 |
| Ti (bis) | 0,05 |
| Zn (bis) | 0,07 |
a) Schließt alle aufgeführten Elemente ein, für die keine Grenzwerte angegeben sind. b) Die Summe dieser "Anderen Beimengungen", deren Masseanteil einzeln 0,010 % oder mehr beträgt, wird mit zwei Dezimalstellen vor der Summenbildung ausgedrückt. c) Für unlegiertes Aluminium, das nicht durch Raffination hergestellt wurde, ist der Aluminiummasseanteil die Differenz zwischen 100,00 % und der Summe aller anderen metallischen Elemente, die in der Größenordnung von 0,010 % oder mehr als Einzelelement vorhanden sind, wobei zwei Dezimalstellen vor der Summenbildung berücksichtigt werden.
| Normale Atmosphäre | 2 |
| Meerwasseratmosphäre | 2 |
| geeignet nach DIN EN 602 | Ja |
| Luftfahrt | Nein |
| Hartlöten | 1 |
| Hartlöten mit Flussmittel | 1 |
| Reiblöten | 1 |
| Weichlöten mit Flussmittel | 1 |
| Polieren | 1 |
| Anstreichen / Beschichten | 1 |
| Wärmeausdehnungskoeffizient von 20 bis 100°C | 23,5 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 200°C | 24,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von 20 bis 300°C | 25,4 K⁻¹10⁻⁶ |
| Wärmeausdehnungskoeffizient von -50 bis 20°C | 21,7 K⁻¹10⁻⁶ |
| Dichte | 2,7 g/cm³ |
| Elektrische Leitfähigkeit max. | 36 m/Ω*mm² |
| Elektrische Leitfähigkeit min. | 34 m/Ω*mm² |
| Elastizitätsmodul | 69 GPa |
| Schubmodul | 25,9 GPa |
| Spezifische Wärme | 900 J/(kg·K) |
| Wärmeleitfähigkeit max. | 220 W/m*K |
| Wärmeleitfähigkeit min. | 210 W/m*K |
| Gas | 2 |
| MIG | 2 |
| Widerstandspunktschweißen | 4 |
| WIG | 2 |
| Schweißzusätze |
|
| Biegen | 1 |
| Tiefziehen (Zustandsbedingt) | 1 |
| Tiefziehen Lieferzustände | H14 |
| Gesenkschmieden | 1 |
| Strangpressen | 1 |
| Fließpressen | 1 |
| Drücken | 1 |
| Stauchen (Zustandsbedingt) | 1 |
| Stauchen Lieferzustände | H12 |
| Farbcode | Signalschwarz (RAL 9004), Verkehrsrot (RAL 3020) |
| Werkstoff chemisch EN 573-3 | Al99.5 |
| DIN | 3,0255 |
| DIN (alte Bezeichnung) | Al99,5 |
| Frankreich AFNOR | A5 |
| Italien UNI | 9001/2 |
| Norwegen | 17.010 |
| Spanien | L-3051 |
| Schweden | 144.007 |
| Großbritannien BS | 1B |
| Aufheizzeit max. | 2 h |
| Aufheizzeit min. | 0,5 h |
| Glühtemperatur max. | 350 °C |
| Glühtemperatur min. | 320 °C |
| Abkühlbedingungen | unkontrolliert |
1 sehr gut
2 gut
3 mäßig
4 schlecht
5 ungeeignet
0 keine Angabe
